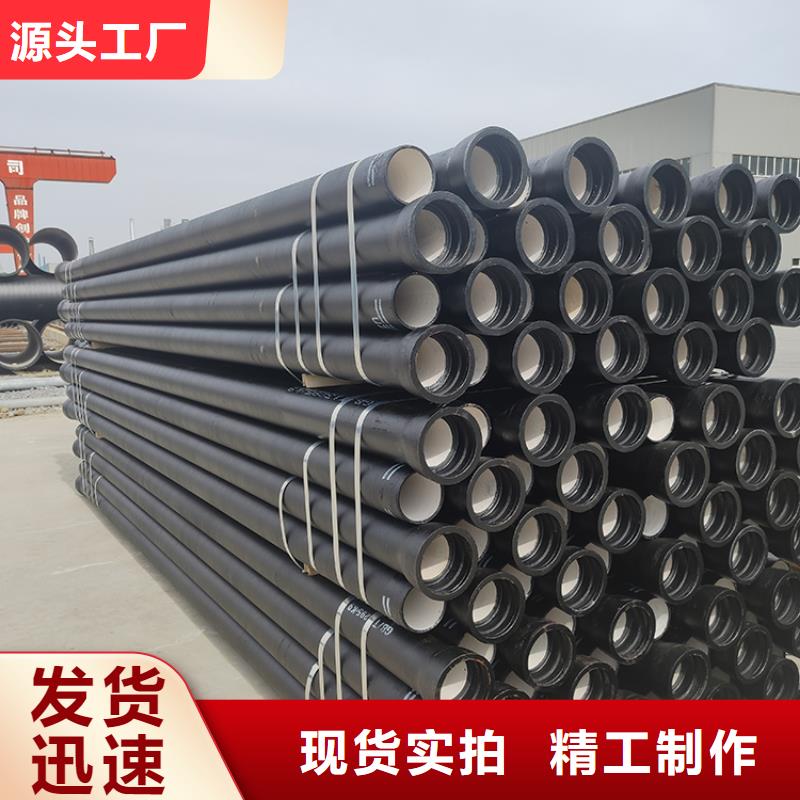
简约而不简单,我们的【磐安】 本地 球墨铸铁管承插式离心球墨铸铁给水管 诚信经营现货现发产品视频将用最直观的方式展示产品的核心价值。
以下是:【磐安】 本地 球墨铸铁管承插式离心球墨铸铁给水管 诚信经营现货现发的图文介绍

鑫福兴管业有限公司实力雄厚,重信用、守合同,生产的 磐安DN600球墨铸铁管、拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 磐安DN600球墨铸铁管、感兴趣,请随时拨打鑫福兴管业有限公司热线电话详细了解。


球墨铸铁管柔性接口的特点1、密封性能良好。由于橡胶圈受到压兰紧压,与铸管承口内表面和插口外表面紧密接合,因而可获得充分的气密性和水密封。2、具有可挠性。由于橡胶圈具有弹性,铸管承口和压兰内表面呈圆锥形,因而获得了可挠性,使管道能很好地适应地基的少许沉降或振动。3、具有良好的伸缩性。由于温度的变化,所以铸管产生伸缩容易被其吸收,不需要特殊的伸缩接头。4、施工简单迅速。使用简单工具(棘轮板手或螺丝钢)即可进行迅速而安全的装接工作。另外,安装完毕后可以直接加回填土。5、橡胶圈不易老化,橡胶圈几乎完全被嵌入承口内槽中,露出部分很少、与氧气的接触少,因而老化的危险性小。6、能防止电化学腐蚀的影响。接口的橡胶圈使每根铸管之间互相绝缘,因而电化学腐蚀的影响小。7、但铸管接口易脱离。由于柔性接口构造上的特点,其脱离摩擦力不可能很大。因此,在有拔出力作用的管末端和弯头、三通、变径部分等处必须采取适当的防护措施。



球墨铸铁管 五、承套的应用。在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。六、管线的试压。1.试压区段长不应大于1000m。2.实验压力。工作压力≦1Mpa,则实验压力乘1.5倍,当工作压力大于1Mpa,则实验压力为工作压力加上0.5Mpa。3.实验方法。在实验压力下10分钟降压不大于0.05 Mpa时,则实验合格.4.水压实验注意事项。a.管道注水应从较低处缓慢灌入,在管段的凸起点应设排气阀,将管内的气体排除。b. 试压时,管道中的支墩应达到设计强度。c.升压时,应分级升压,升压过程中,当压力表不稳且升压较慢时应重新排气后再升压。


球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间





 扫一扫
扫一扫